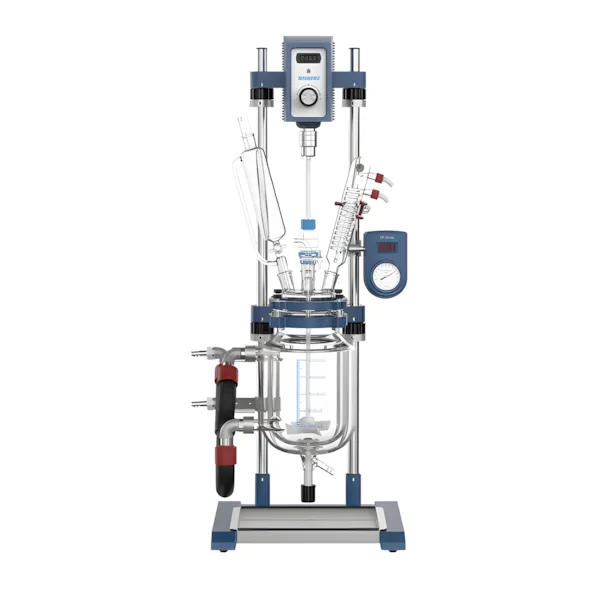



O Reator Elevate Flow 100L da Vortex-R foi projetado para entregar máxima eficiência e versatilidade em processos industriais de média e grande escala. Com uma construção robusta em vidro borossilicato 3.3 de alta pureza, esse modelo encamisado proporciona resistência química e térmica excepcionais, garantindo durabilidade e segurança durante operações críticas.
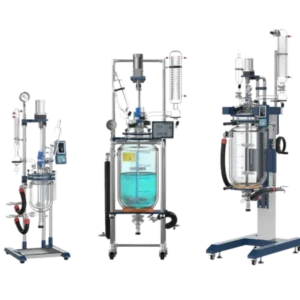
Equipada com uma camisa de resfriamento/aquecimento integrada, a Planta Piloto Elevate Flow oferece controle térmico preciso, ideal para reações endotérmicas e exotérmicas. Essa tecnologia assegura estabilidade contínua nas reações, minimizando riscos operacionais e otimizando a performance dos processos químicos. Disponível nas capacidades de 20L, 30L, 50L e 100L, é indicada para sínteses químicas, testes de estabilidade, desenvolvimento de processos industriais e produção de alta frequência em ambiente industrial.
O grande diferencial do modelo Elevate Flow é o seu sistema de elevação e rotação do vaso de reação, que facilita o esvaziamento, limpeza e manipulação do conteúdo. Esse recurso permite um manuseio mais seguro e prático, reduzindo o tempo de parada e aumentando a eficiência operacional.
O design transparente possibilita o acompanhamento visual das reações em tempo real, facilitando ajustes rápidos e seguros durante os experimentos. A Vortex-R valoriza a segurança e a durabilidade em todos os seus produtos, e a linha Elevate Flow é um reflexo desse compromisso. O reator com elevação e rotação do Vaso 100L – Planta Piloto Elevate Flow possui vedação hermética de alto desempenho e uma estrutura reforçada em aço inox 304 tipo flow com rodízio 360°, garantindo mobilidade, resistência e segurança operacional.
Além disso, o modelo é compatível com agitadores motorizados de alta precisão e controlador de velocidade à prova de explosão, proporcionando uma mistura homogênea dos reagentes, essencial para processos que demandam uniformidade e controle rigoroso das condições reacionais. Também conta com sistema de filtração em PTFE para máxima eficiência.
Escolher o reator elevate flow 100L – Planta Piloto Elevate Flow da Vortex-R é optar por tecnologia de ponta, segurança e excelência em processos industriais de média e grande escala. Invista em qualidade superior e obtenha resultados consistentes em cada etapa dos seus projetos
| Item | Detalhes |
| Modelo | ELF-100L |
| Capacidade do Vaso | 100L |
| Capacidade da Camisa | 30L |
| Tamanho do Funil | 20L |
| Velocidade de Agitação | 20-500rpm |
| Fonte de Alimentação | 110V ou 240V~ 50/60Hz |
| Pressão de Operação (Mpa) | Pressão negativa |
| Área de Condensação | 0.954m² |
| Dimensões Totais (mm) | 1270L * 810P * 2360A mm |
| Peso Líquido | 132kg |
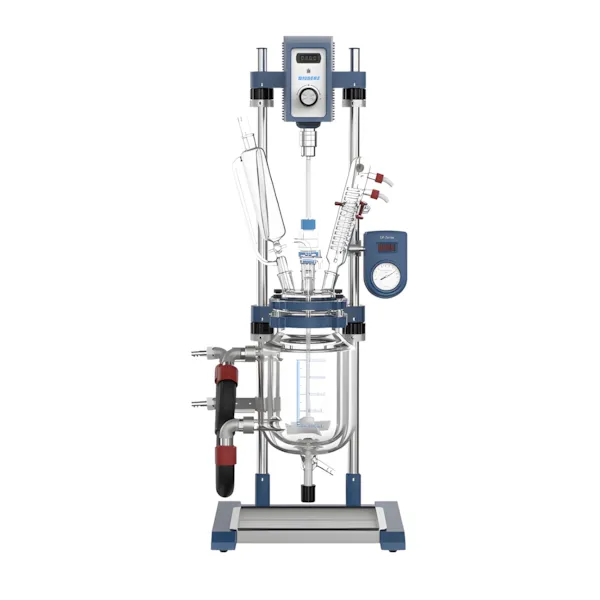
O Reator com Elevação e Rotação do Vaso 100L da Vortex-R foi projetado para oferecer máxima eficiência e confiabilidade em processos industriais de média escala. Com construção robusta em vidro borossilicato 3.3 de alta pureza, o modelo encamisado proporciona resistência química e térmica excepcionais, garantindo durabilidade e segurança durante operações críticas.
Equipada com uma camisa de resfriamento/aquecimento integrada, o Reator de vidro 100L – Planta Piloto permite um controle térmico preciso, ideal para reações endotérmicas e exotérmicas. Essa tecnologia assegura estabilidade contínua nas reações, minimizando riscos operacionais e otimizando a performance dos processos químicos. Com capacidades de 10L, 20L, 30L e 50L, é indicado para sínteses químicas, testes de estabilidade, desenvolvimento de processos em escala e produção industrial de médio porte.
O design transparente permite o acompanhamento visual das reações em tempo real, facilitando ajustes rápidos e seguros durante os experimentos. A Vortex-R valoriza a segurança e a durabilidade em todos os seus produtos, e a linha Planta Piloto Standard é um reflexo desse compromisso. O Reator de vidro 100L – Planta Piloto conta com vedação hermética de alto desempenho e uma estrutura reforçada em aço inox 304 tipo flow com rodízio, garantindo mobilidade, resistência e segurança operacional.
Além disso, o modelo é compatível com agitadores motorizados de alta precisão, proporcionando uma mistura homogênea dos reagentes, fundamental para processos que demandam uniformidade e controle rigoroso das condições reacionais.
Escolher o reator elevate flow 100L – Planta Piloto da Vortex-R é optar por tecnologia de ponta, segurança e excelência em processos industriais de grande escala. Invista em qualidade superior e obtenha resultados consistentes em cada etapa dos seus projetos.